 Natryskiwanie HVOF
Natryskiwanie HVOF
Natryskiwanie HVOF przypomina w dużej mierze natryskiwanie płomieniowe, z tą różnicą, że nacisk położono na zwiększenie prędkości natryskiwanego materiału. Istnieje wiele rozwiązań technicznych prowadzących do osiągnięcia dużych prędkości natryskiwanego proszku. Może to być np. wysokociśnieniowa komora spalania i wydłużona, chłodzona wodą dysza. Paliwo (acetylen, propan, wodór itp.) wraz z tlenem spalane jest w komorze, wytworzona zostaje wysoka temperatura i duże ciśnienie. Gorące gazy wraz z proszkiem uchodzą z komory spalania przez dyszę. Proszek może być podawany osiowo pod wysokim ciśnieniem, lub wtryskiwany przez otwór w ścianie dyszy gdzie ciśnienie jest mniejsze. W innej metodzie wykorzystuje się wysokociśnieniową dyszę, do spalania mieszanki gazów dochodzi poza nią. Do skupienia wiązki natryskiwanego materiału wykorzystuje się sprężone powietrze które jednocześnie chłodzi dyszę. W tym wypadku proszek jest wtryskiwany osiowo.
Powłoki natryskiwane HVOF są gęste, a naprężenia występujące w warstwach są zwykle słabe, zwykle są to naprężenia rozciągające. Możliwe jest uzyskanie naprężeń ściskających. Warstwy z naprężeniami ściskającymi mogą mieć stosunkowo duże grubości. Z powodu dużych prędkości, z jakimi cząstki są nanoszone nie jest konieczne dokładne ich przetopienie. Jest to wielka zaleta w przypadku nanoszenia węglików i kompozytów z węglikami. HVOF wykorzystuje się do nanoszenia tych właśnie materiałów. Technika pozwala na otrzymanie warstw niemożliwych do natryśnięcia wcześniej wymienionymi metodami.
|
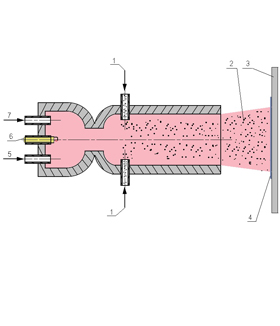
Szkic przedstawiający zasadę działania urządzenia do natryskiwania HVOF: 1, proszek; 2, proszek w strumieniu gorącego gazu; 3, podłoże; 4, natryśnięta warstwa; 5, tlen; 6, urządzenie zapłonowe; 7, paliwo. |
pliki do pobrania:
| HVOF MET JET 4L | |
| Karta informacyjna | otwórz PDF |
| Opis systemu | otwórz PDF |
| Zdjęcia / filmy | otwórz PDF - chwilowo niedostępny |